

Total acres
Metric tons produced
recovery rate
Total
acres
Metric tons
produced
recovery
rate
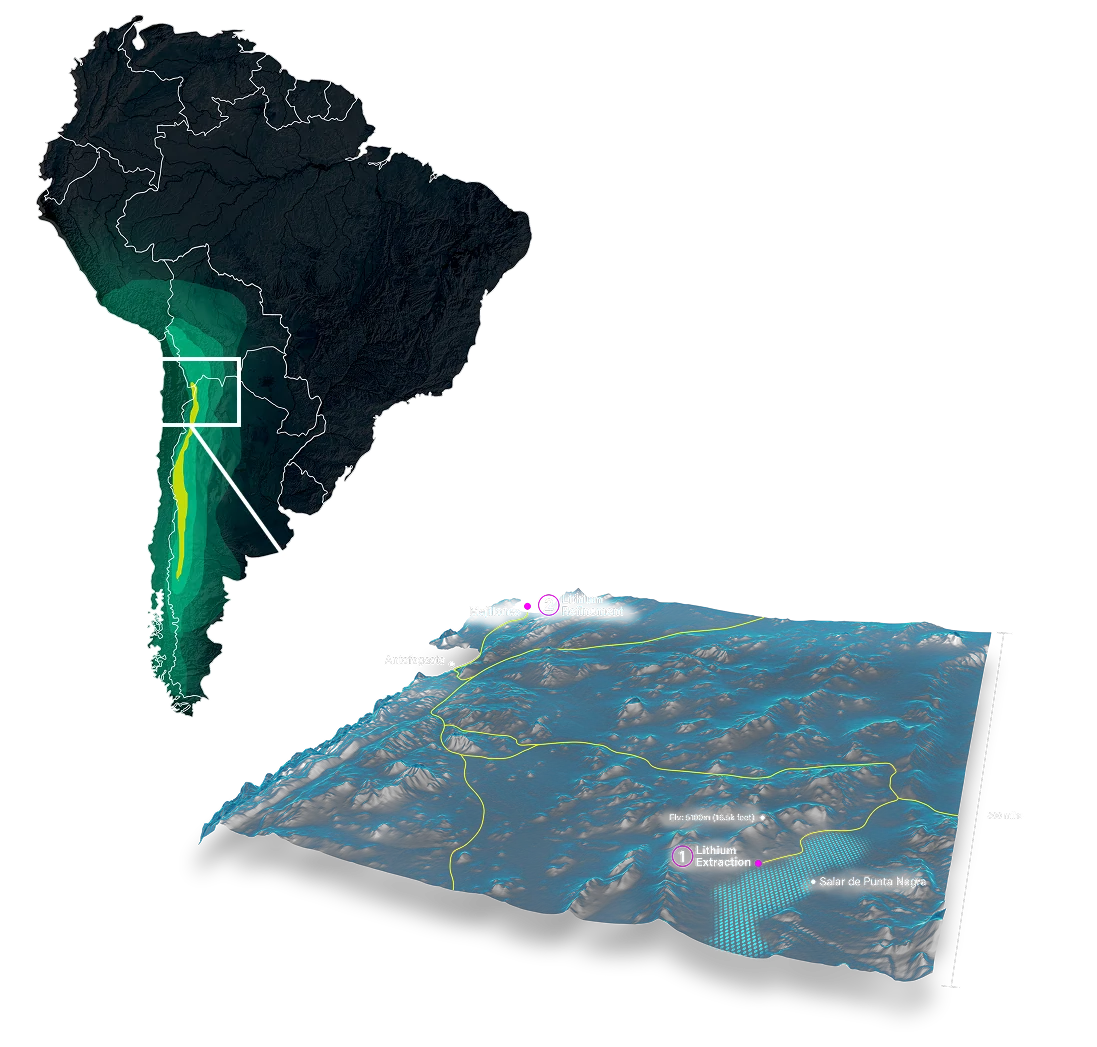
Project Overview
In 2023, EnergyX made a significant leap by acquiring a ~100,000-acre lithium resource in Chile, where we plan to develop one of the world’s first commercial Direct Lithium Extraction (DLE) facilities, along with a refinery near the port
| Location & Size | 100,000+ Acres in Antofagasta |
| Lithium In Situ (LCE)1 | Up to 9.8M tonnes (Base 4.5M) |
| Lithium Concentration | Up to 1,150 mg/L (Avg. 300mg/L) |
| Production Target | 7,500 tpa LCE (Phase I) – 2028 52,500 tpa LCE (Phase II) – 2030 100,000 tpa LCE (Phase III) – TBD 150,000 tpa LCE (Phase IV) – TBD |
| CapEx per Ton Estimate | ~$12,410 / tpa |
| OpEx per Ton Estimate | ~$2,944 / tonne |
| Total Investment | $725,000,000 |
| Product Quality | 99.9% Lithium Carbonate |
| Engineering Stage | PFS Complete (Worley FEL 2+) |

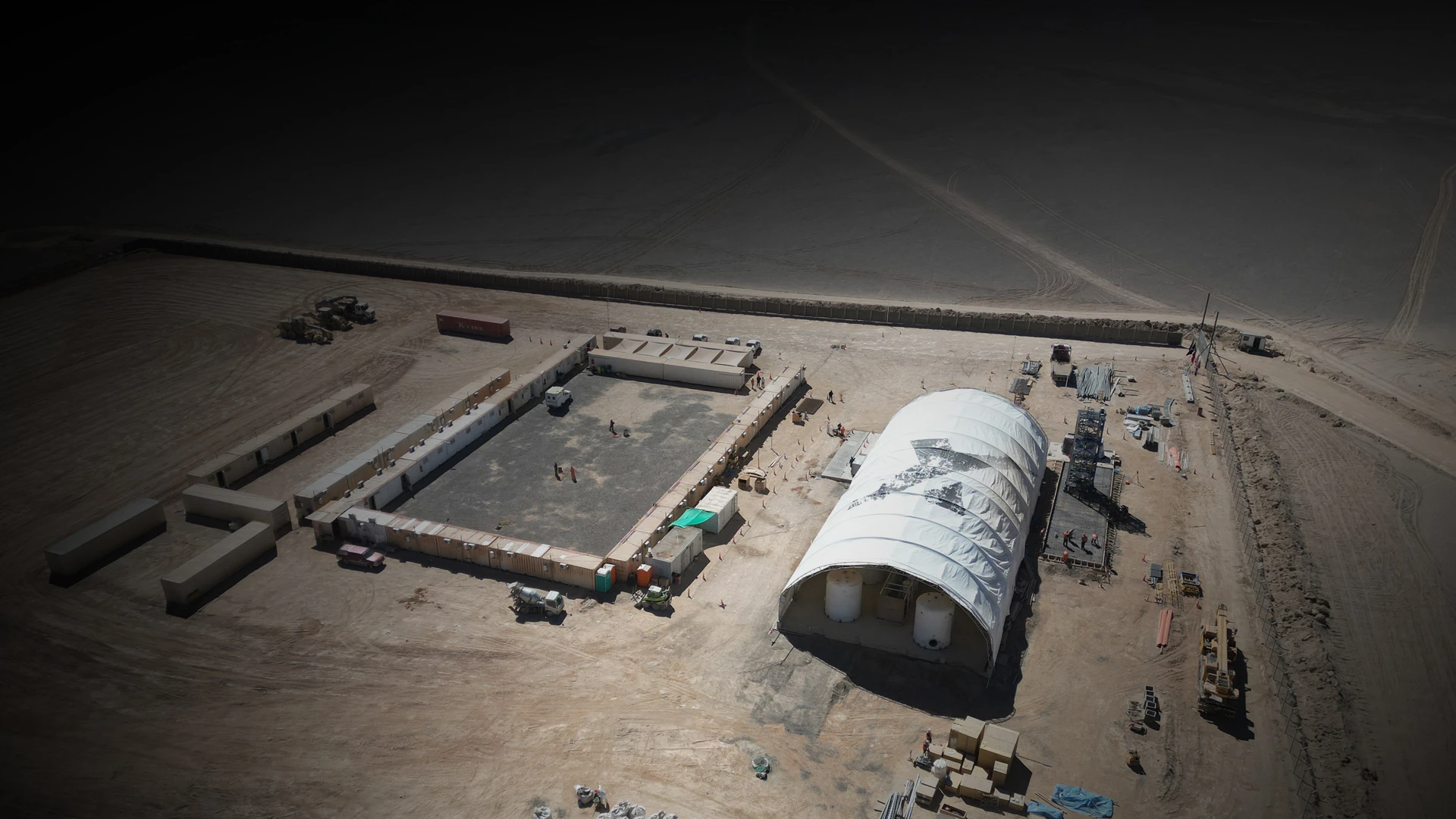
At Project Black Giant™, EnergyX is making incredible strides. The pilot plant in Antofagasta is producing battery-grade lithium, a critical milestone that demonstrates our technology’s commercial viability. We’ve fully built out a 54,000-square-foot facility—including laboratories, offices, a cantina, and pilot/demo facilities—to process Black Giant brine.
At Project Black Giant™, EnergyX is producing battery-grade lithium at its Antofagasta pilot plant, marking a key step toward commercial viability. The fully built 54,000-square-foot facility includes labs, offices, a cantina, and pilot systems to process Black Giant brine.
FEATURED PRODUCT
Lithium Carbonate
Lithium carbonate is a foundational material for lithium-ion batteries and industrial manufacturing, serving as the primary precursor for lithium iron phosphate (LFP) cathode production. Its versatility, stability, and cost efficiency make it a critical input for electric vehicles, grid energy storage, ceramics, and specialty glass applications. Unlike conventional lithium production methods that require multiple downstream impurity removal and softening stages, EnergyX’s Direct Lithium Extraction technology removes nearly all impurities including boron during the initial extraction process, polishing off the rest downstream and concentrating the lithium at high purity. Battery grade lithium carbonate is then directly precipitated from this–eliminating several of the complex and expensive refinery steps. Lithium hydroxide can also be directly produced from this using a membrane process that skips the lithium carbonate precipitation step. By producing high-purity battery grade lithium carbonate and hydroxide from lithium brines using advanced separation and refining technologies, EnergyX reduces chemical consumption, achieves high recoveries and simplifies the process resulting in one of the lowest capital as well as operating costs in the industry, streamlining the path to scalable lithium production for the rapidly growing electrification market.


The Next Chapter of
Global Critical Materials
DLE Commercial Plant Layout

DLE Plant at Antofagasta
The DLE processing plant includes Brine Pre-Treatment, Adsorption, RO, Ca-Mg Removal, Ca-Mg and Boron IX, and Brine Evaporation units. The facility also consists of reagent storage and preparation areas, utility systems (power, water, and air distribution), a laboratory, and a centralized control station.
Economic, Environmental & Community Impact
| Lowest CapEX & OpEX | Industry-Leading Efficiency | Unmatched Cost Efficiency Across the Industry |
| 100k+ Acres | Rich Lithium Resources | Lithium concentrations ranging from 300 to 1,150 mg/L |
| 3rd Party Verified | Trusted Data Integrity | Independent validation of resource estimates and engineering ensures reliable and accurate results |
| 52K Tonnes/Year | Tier 1 Capacity | Output targets place Project Black Giant™ among industry leaders for production capacity |
| Pledge | Zero Water Extraction | Our process uses no water from or around the salar — a critical promise to the local Indigenous community |
| Benefits | Powered By The Sun | Nearly 80% of our operations run on solar energy, dramatically reducing our carbon footprint and proving that clean energy can power industry at scale |